






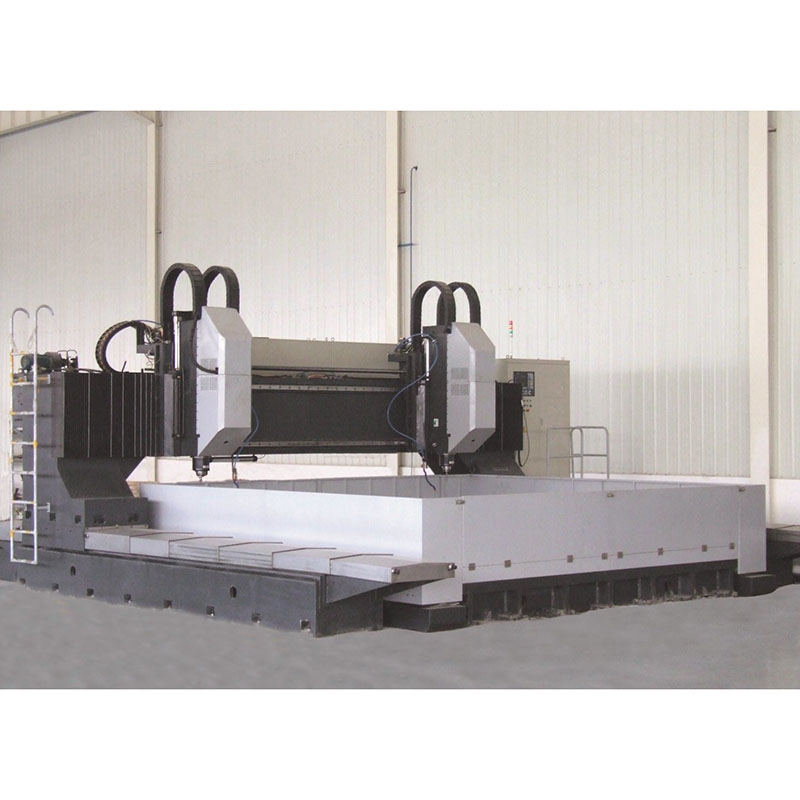
Makinë shpimi CNC Gantry Seria PM (Përpunim rrotullues)




| NO | Artikull | Parametri | |||
| PM20A | PM25B | PM30B | |||
| 1 | Madhësia maksimale e materialit | Dimensioni i përpunimit | Φ800~Φ2000 mm | φ1000~φ2500 mm | φ1300~φ3000 mm |
| Maksimumimaterialtrashësi | 300 mm | ||||
| 2 | Tavolinë rrotulluese (C-bosht) presion statik | Diametri i tavolinës rrotulluese | 2000 mm | Ф2500 mm | Ф3000 mm |
| Gjerësia e prerjes në formë T | 36 mm | ||||
| Lqë mbante rrugë | 3T/m | 30T | 40T | ||
| Cakto njësinë minimale të indeksimit | 0.001° | ||||
| Shpejtësia e rrotullimit të boshtit C | 0-1 r/min | ||||
| Saktësia e pozicionimit në boshtin C | 8"(Përshtatje e veçantë) | ||||
| Saktësia e pozicionimit të përsëritur të boshtit C | 4"(Përshtatje e veçantë) | ||||
| Pesha | 17 Ton | 17 Ton | 19 Ton | ||
| 3 | Koka e kokës | Diametri maksimal i shpimit | Φ96 mm | Φ60 mm(Stërvitje karbidi) | Φ70 mm(Stërvitje karbidi) |
| Diametri maksimal i prerjes | M30 | M45 | M56 | ||
| Shpejtësia maksimale e boshtit | 3000 r/min | 2000 r/min | |||
| Konik boshti | BT50 | ||||
| Fuqia e motorit të boshtit | 45KW | 30/41kW | 30/45kW | ||
| Çift rrotullues maksimal i boshtit ≤ 250r/min | 1140/1560Nm | ||||
| Kutia e ndryshueshme | 1:1.2/1:4.8 | ||||
| Distanca midis sipërfaqes së boshtit dhe tavolinës rrotulluese | 400-900 mm | 400-1050 mm | |||
| Distanca nga boshti i boshtit deri te qendra e tavolinës rrotulluese | 500-1700 mm | 650-1850 mm | |||
| 4 | Sistemi hidraulik | Presioni / rrjedha e pompës hidraulike | 6.5Mpa/25L/min | ||
| Fuqia e motorit të pompës hidraulike | 3KW | ||||
| 5 | Sistemi elektrik | Sistemi i kontrollit numerik | Siemens 828D | ||
| Numri i boshteve CNC | 3+1 | 3+1 | 3+1 | ||
| Fuqia totale e motorit | rreth75kW | rreth 50 kW | rreth 70kW | ||
| 6 | Dimensionet e makinës (Gjatësia * Gjerësia * Lartësia) | Arreth 5.8*4.2*5m | rreth 6.3*4.7*5m | ||
| 7 | Manë mapesha e këmbës | ≥17 Ton | Makinë: Kullë hidrostatike 20T:17T | Makinë: 20T Kullë hidrostatike:19T | |
1. Makina përbëhet kryesisht nga shtrati dhe rrëshqitësja gjatësore, porta dhe rrëshqitësja tërthore, mandrina automatike e shtrëngimit, koka shpuese vertikale e dashit, sistemi hidraulik, sistemi i ftohjes, sistemi elektrik, lubrifikimi automatik dhe pjesë të tjera.

2. Ramushja me drejtim Z është instaluar vertikalisht në rrëshqitësen me drejtim Y, e cila drejtohet nga çiftet udhëzuese të rulave linearë në të dyja anët e ramushës, vihet në lëvizje nga çifti i vidave kryesore të vidhosura nga servomotori dhe balancohet nga cilindri hidraulik.
3. Cilindri hidraulik i kokës shpuese të tipit dash ushqyes CNC me drejtim vertikal Z është instaluar në pllakën rrëshqitëse lëvizëse në drejtimin Y të portës lëvizëse për balancim. Koka shpuese përdor motorin special të konvertimit të frekuencës së boshtit dhe e drejton boshtin përmes rripit sinkron. Ka çift rrotullues të madh në shpejtësi të ulët dhe mund të përballojë ngarkesë të rëndë prerjeje. Është gjithashtu i përshtatshëm për përpunimin me shpejtësi të lartë të veglave të karabit.

4. Për boshtin shpues të kësaj makine është përdorur boshti preciz i Tajvanit (ftohje e brendshme). Vrima konike e boshtit BT50 ka mekanizëm automatik hapjeje me sustë flutur.
5. Mandrina automatike e shtrëngimit përdoret për të shtrënguar automatikisht materialin unazor dhe forca e shtrëngimit është e lehtë për t'u rregulluar. Mandrina është e ndarë nga shtrati për të realizuar shtrëngim automatik të shpejtë dhe funksionim të besueshëm.
6. Shinat udhëzuese të boshtit X në të dyja anët e makinës janë instaluar me mbulesë mbrojtëse prej çeliku inox, dhe shinat udhëzuese të boshtit Y janë instaluar me mbulesë mbrojtëse fleksibël në të dyja skajet, me funksion të limitit të butë.
7. Makina është e pajisur me transportues të sheshtë të çipave me zinxhir, kutia e marrjes së çipave është e tipit përmbys dhe sistemi i ftohjes me filtër letre, dhe ftohësi riciklohet.

8. Sistemi CNC i kësaj makine përdor sistemin spanjoll FAGOR8055, me rrotë dore elektronike, funksion të fuqishëm dhe funksionim të thjeshtë. Është i pajisur me kompjuter të sipërm dhe ndërfaqe RS232, dhe ka funksionet e parapamjes dhe rishikimit të përpunimit. Ndërfaqja e funksionimit ka funksionet e dialogut njeri-makinë, kompensimit të gabimeve dhe alarmit automatik.
| NO | Emri | Markë | Vendi |
| 1 | Udhëzues linear me rul | HIWIN | Tajvan, Kinë |
| 2 | Vidë me sferë | NEFF/IF | Gjermania |
| 3 | Tavolinë rrotulluese Ф 2500 (presion statik) | Grupi i Makinerive të Veglave JIER | Kinë |
| 4 | Sistemi i kontrollit numerik | Siemens 828D | Gjermania |
| 5 | Motor servo ushqyes dhe shofer | Siemens | Gjermania |
| 6 | Motori kryesor | Siemens | Gjermania |
| 7 | Vizor rrjete | FAGOR | Spanjë |
| 8 | Bosht | Kenturn | Tajvan, Kinë |
| 9 | Valvul hidraulike | ATOS | Italia |
| 10 | Pompë vaji | Justmark | Tajvan, Kinë |
| 11 | Sistemi automatik i lubrifikimit | BIJUR | SHBA |
| 12 | Pompë ftohëse | Pompat Fengchao | Kinë |
| 13 | Butoni, drita treguese dhe komponentë të tjerë kryesorë elektrikë | Schneider | Francë |
| 14 | Trast transmetimi | GTP | Tajvan, Kinë |
Shënim: Sa më sipër është furnizuesi ynë standard. Mund të zëvendësohet me komponentë të të njëjtës cilësi të markave të tjera nëse furnizuesi i mësipërm nuk mund t'i furnizojë komponentët në rast të ndonjë çështjeje të veçantë.



Profili i Shkurtër i Kompanisë  Informacion mbi fabrikën
Informacion mbi fabrikën  Kapaciteti vjetor i prodhimit
Kapaciteti vjetor i prodhimit  Aftësia Tregtare
Aftësia Tregtare 

